


We presented this project at the 2018 Vectric User group a few months ago and want to share how to complete a chess board using your router and your J Tech laser. We have all the files and instructions here in this post to be able to make this project using your V Carve or Aspire software. Let’s get started!
Here is the video of the whole process we will be showing you how to do:
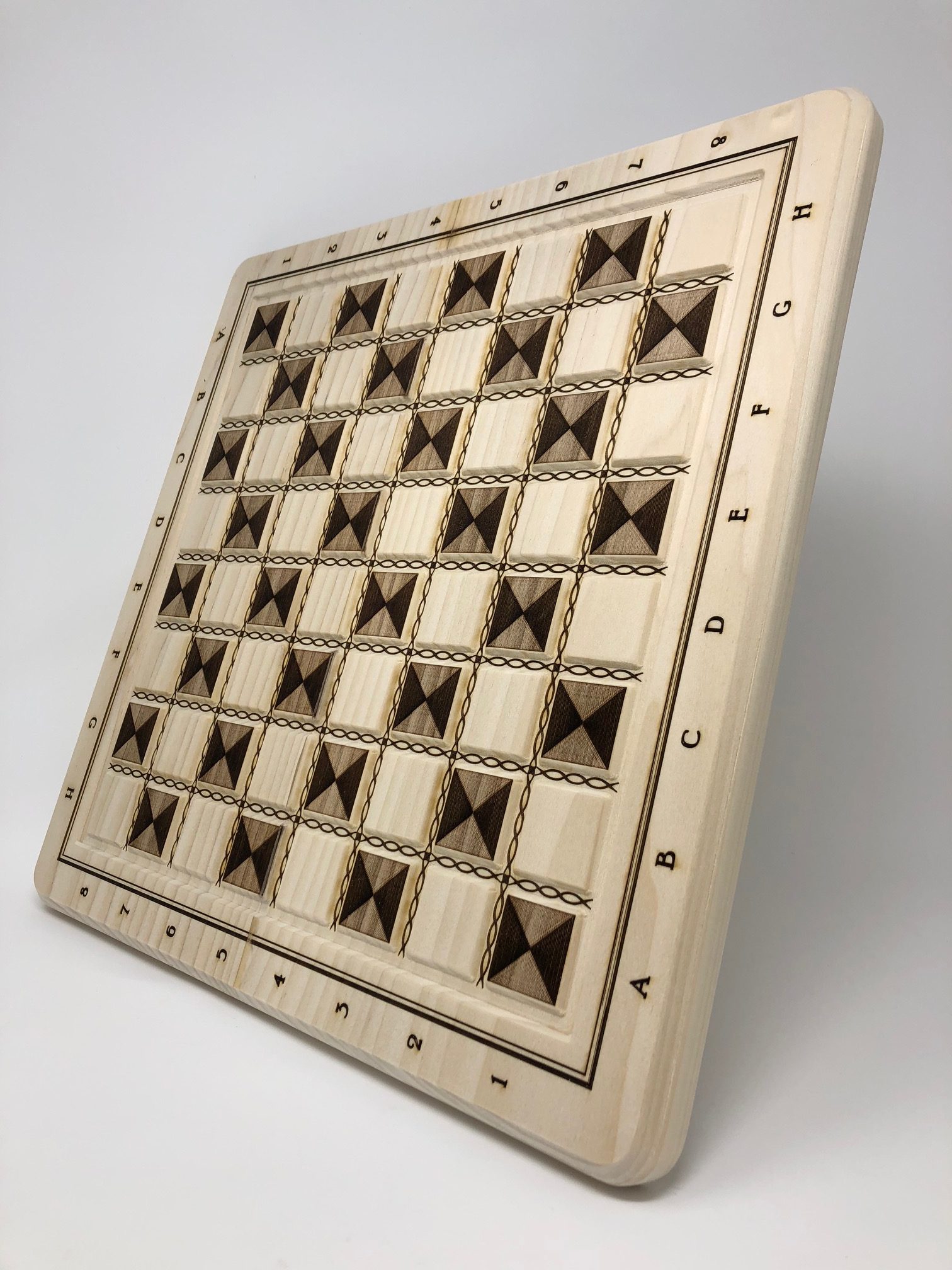
The hybrid chess board project is meant to show the ability to carve and laser on the same project. To create this ornate chess board, you will utilize both CNC carving and laser engraving. The process is straight forward and does not require a large degree of effort on your part. The most important thing for this project is to create a zero location for you to refer to as the starting point for all your tool paths. Precision is key!
Items you will need:
- A CNC Machine with a cutting area exceeding 16”x16”
- Project files (Included)
- A 0.75” (Thick) board exceeding 16”x16” (width x length)
- 90-degree V bit
- 1/8thinch router bit for wood
- Clamps
- 220 grit sandpaper
- J Tech Photonics Laser 7W or 4.2W laser and driver kit.
Project Files:
Vectric Project Files
Toolpath Files for use with Shapeoko3 or X Carve (GRBL 1.1F machines). These are specific to the GRBL machines. If you have a mach3 machine or any other machine, you will need to run the toolpath generator for your machine with the correct post processor to generate these files.
{Right Click and “save link as” to download)
Carving:
- Beveling_between_squares_(90_V_Bit).gcode
- Beveling_Board_edge_(90_V_Bit).gcode
- Perimeter_Cut_Out_(1_8_in. Bit).gcode
- Pocketing_between_squares_(1_8 in. bit).gcode
Laser:
- Zeroing_Target.gcode
- Chess_Squares_Top_Bottom_Dark_Burn.gcode
- Chess_Squares_Sides_Medium_Burn.gcode
- Chess_Dark_Filigree_Between_Squares.gcode
- Chess_Board_Perimeter_Lines.gcode
- Chess_Board_Leters&Numbers.gcode
STEP 1: Open the “Chess_Board.CRV” file provided. Once V-carve has booted it should look like the image below.
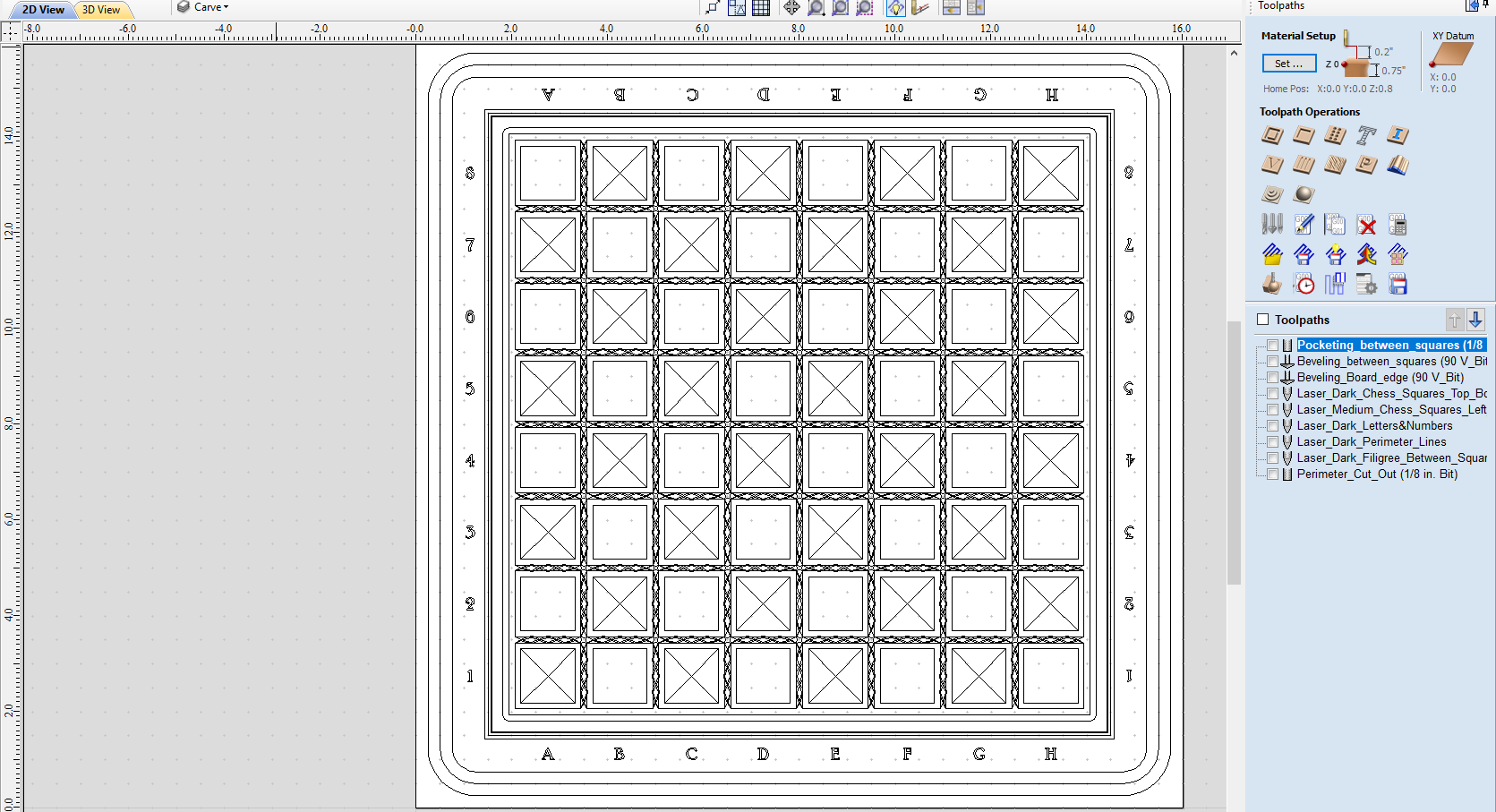
Once V-carve has booted it should look like the image shown above. You will need to install a post processor for your laser and set up your laser tools in V-Carve if you haven’t already. This is a quick process that can be completed in about 15 minutes if you follow the instructions provided in the link below.
https://jtechphotonics.com/?p=3851
We created and used two separate “tools” for our J Tech 7W laser. These tools are a handy feature that V-cave utilizes. It makes it so that you can just select the “tool” you are using for any given path instead of importing all the tool settings manually every time you change the physical tools on your machine or wish for a tool to perform a different operation. The first thing we did was select “New Group” and create a group called “Lasers”. Then we created a new tool for the laser. For this project we used the same 7-watt laser with two different settings or “tools” show below.

The setting used above are for a dark engraving using the 7-watt laser.

The setting used above are for medium intensity engraving using the 7-watt laser.
Step 2: Setting up toolpaths
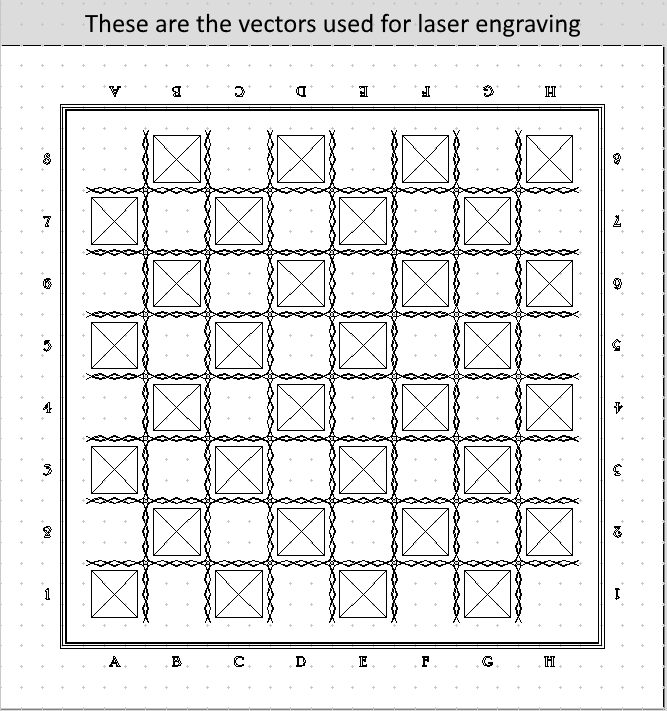
Now that you have your post processor set up you will need to familiarize yourself with the vectors and tool paths. I have simplified things a bit by separating the vectors used for carving and the vectors used for laser engraving into their own separate layers shown below.



You will not necessarily need to create any new tool paths or edit any vectors because it has all been done for you if you have a GRBL machine, but if you are using a different machine that is not GRBL based you will need to save the tool paths using a different post processor. This can be done by selecting the toolpath and then clicking the “save toolpath” option. Once the save toolpath tab opens you can select the proper post processor for your machine and save each toolpath with the proper post processor. The laser engraving files must be saved using a post processor specifically made for lasers. You can find these post processors in the link provided above in step 1. If you are using a GRBL based machine these steps can be skipped and you can use the .GCODE files provided.
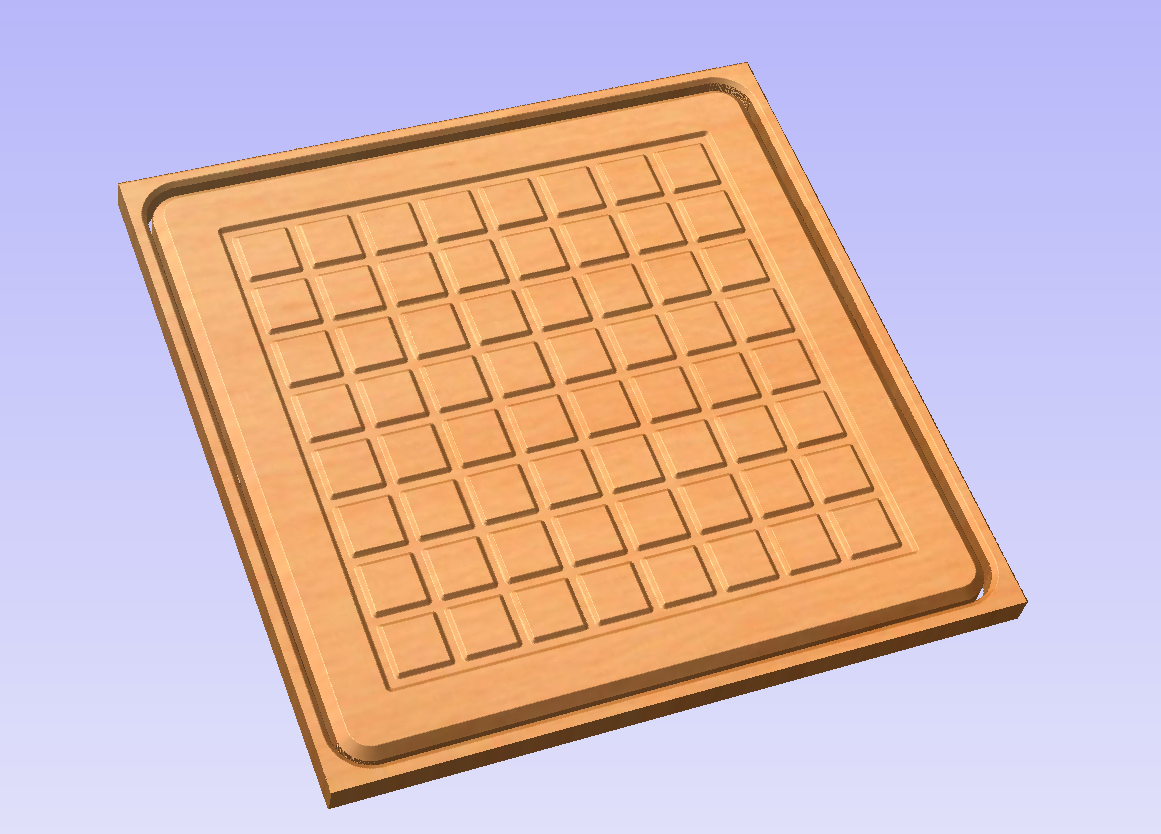
Another interesting feature that v carve provides is the Preview toolpaths option. Using the preview toolpaths feature you can view all your toolpaths and simulate what the finished product will look like. The image below shows what the simulation should show after running all the toolpaths.
Step 3: Origin Mark
You must create a zero location on your board. This must be done whenever you have multiple tools offset from one another. In this case, you have both the router and the laser at different locations, so you must create a physical mark on the location that your toolpaths will start from. We utilized the laser and created a mark that resembled a hunter’s sight, because coolness counts.
Make sure that you place your origin mark in a location that provides ample room for your gantry to travel 16 inches in the positive X and Y direction with both the laser and the router equipped. Remember that your laser is not positioned in the same location as your router, so you need to verify that both your router and laser are able to travel over the entire job area.
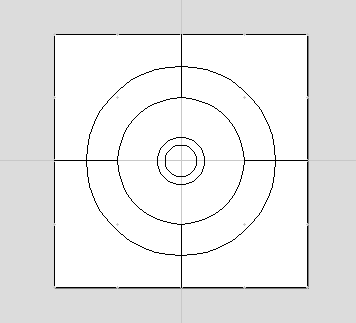

The file for the sight mark is provided in the project files as “Zeroing_Target.CRV” and the tool path is “Zeroing_Target.gcode”
Step 4: Routing
You will need to equip your router with the 1/8th in. routing bit. Once the bit is secure you will need to center the tool using the origin mark as shown below.
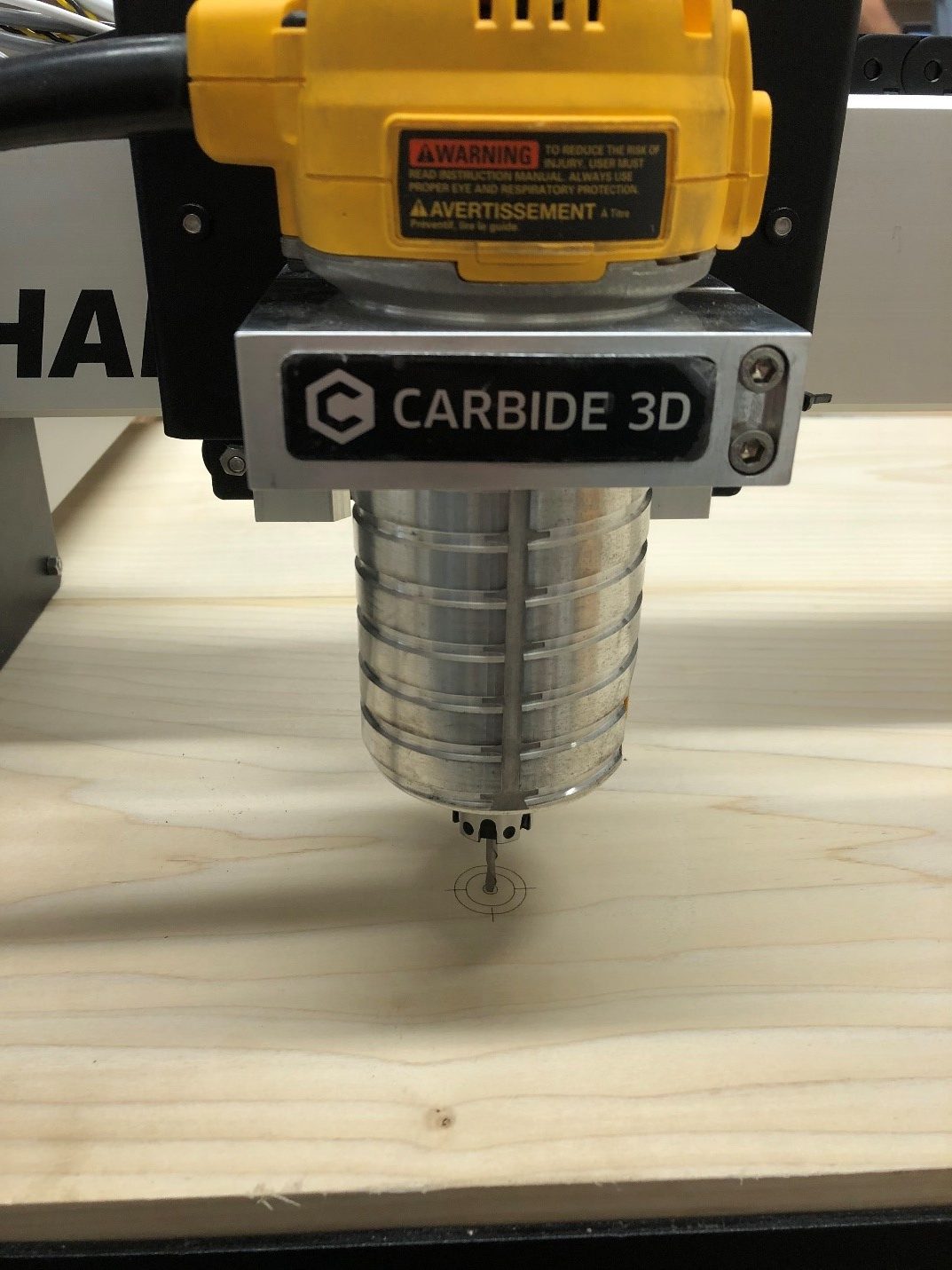
Once your tool has been jogged to the center of the origin mark use a piece of paper and lower the tool down until it causes slight friction on the paper. The paper should still be able to move freely. After you have properly positioned your tool you may set you machines origin in whichever software you are using to send the tool path.
After your machine has been zeroed, is clear of any obstructions, and your router has been turned on you can send the first tool path.
IMPORTANT: Make sure you have reset your machines zero location or origin before sending any of your toolpaths. Not zeroing your machine properly will result in your project being ruined and could potentially damage your machine.

All the tool paths for this job are provided. The first tool path for this job (shown above) will be “Pocketing between squares (1_8 in. bit).gcode”.
Once your router has completed its job you may turn off your router and replace the 1/8th in. bit with the 90-degree v bit. It is likely that your machine will no longer be at the proper height. Reset your machines zero position again using the methods discussed previously.
After your bit has been changed, your machines zero has been reset, and your router has been turned on you can upload the “Beveling between squares (90 V_Bit).gcode” and select send.
Once the previous job is complete upload and send the “Beveling Board edge (90 V_Bit).gcode” and select send. There is no need to reset you machines zero here because you did not interfere with the machine and it will already have the zero-location set from the previous tool path.
After this tool path has finished you are going to need to sand the surface of your project in preparation for laser engraving. You can jog the router up and out of the way during the sanding process. You will not need to use the router again until the engraving is complete, and your work needs to be cut out.
Step 5: Laser Engraving
Warning: These are high powered lasers please wear protective lenses, and exercise caution at all times. Never direct the beam at yourself or anyone else. These lasers can easily blind or cause severe injury to you or others in the area.
Assuming your laser has already been focused and set up to receive signal from your machine you may continue. If not please visit our website JTechPhotonics.com where we provide answers for all your laser related questions
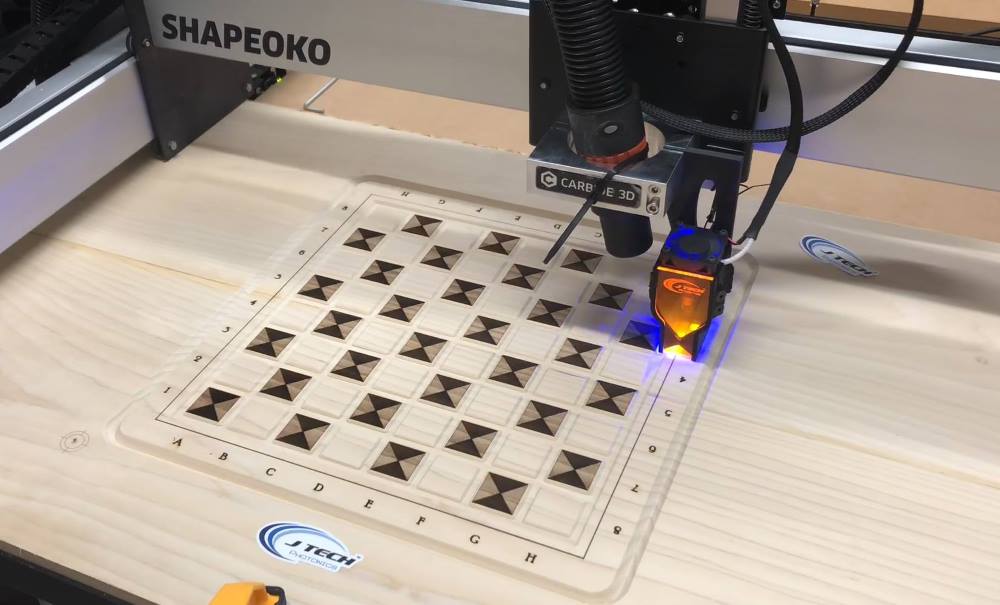
Begin this process by re-zeroing your laser tool. This is very similar to re-zeroing or setting the origin for your router but to zero your laser you need to turn it on at a low power so that you can accurately position your laser.
If you are using a GRBL you can send the command “G1 M03 S10“. This will turn your laser on at almost 4% power. This should be enough to see the beam but not enough to burn your project.
Once your beam is visible you can jog it to your zero location like shown below.

NOTE: The shielding has been removed from the shroud shown above for this photo. Please leave the shielding in place for your safety.
Once you have properly zeroed your machine you may run all the laser engraving files in whichever order you see fit. There is no need to re-zero your machine so long as you do not interfere with it between tool paths.
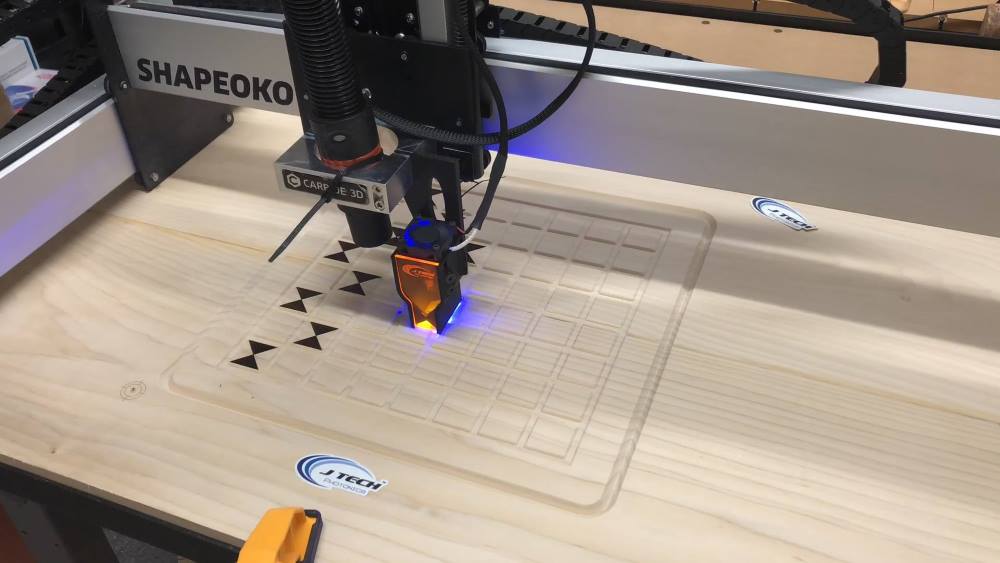
Dark Squares Engraving
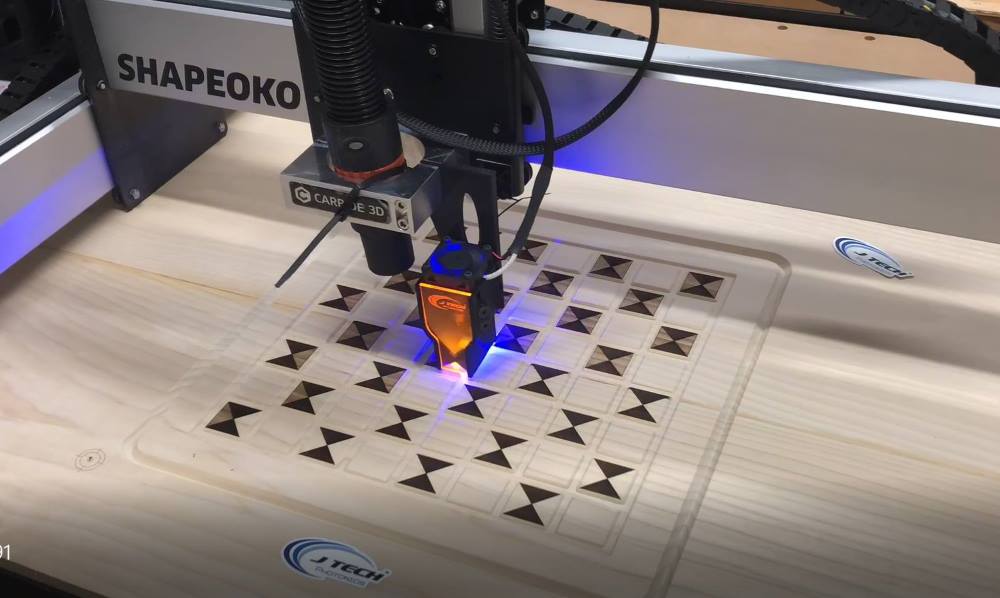
Light Squares Engraving
Outside Lines and Letters
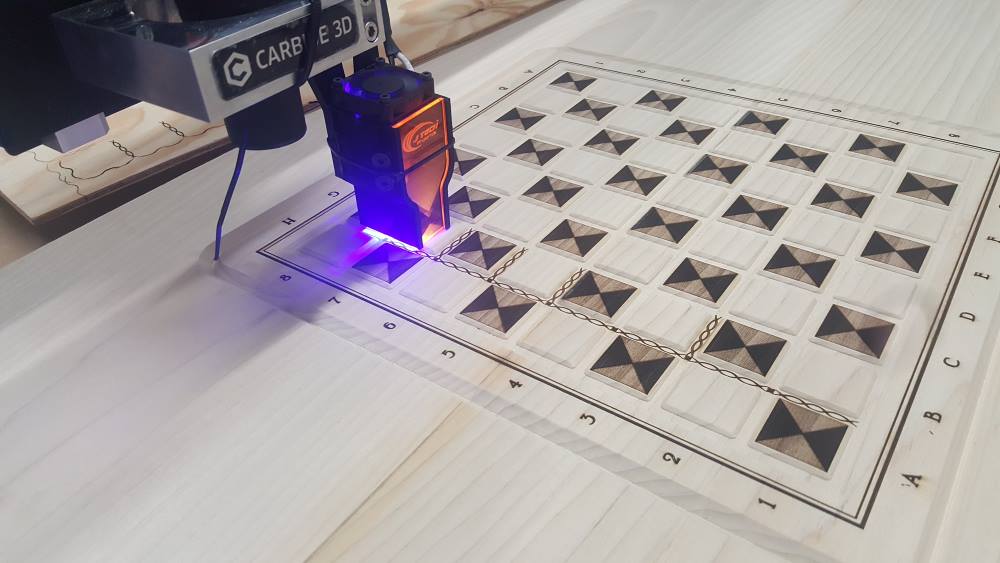
We then ran the intricate lines between the squares. If you are using different wood and your shading is too light, then adjust your feedrate to be slower or increase your power of the laser to get a darker shade for any of these toolpaths.
Step 6: Cutting out your project & post processing
To cut out your project you will need to equip your router with the 1/8th in. bit, re-zero your router, and run the profile cut file “Perimeter_Cut_Out (1_8 in. Bit).gcode”. The profile cut will leave 1/4 in. tabs on all four sides to insure it is not damaged.
Once the cut out is complete you can remove your chess board in whatever manner you see fit. I used a small saw to cut through the tabs. After your chess board has been removed you will need to sand down the tabs with a high grit sand paper.
Make sure you do not sand over the laser etched portions of the chess board because they are easily damaged. A good solution for preserving the engraving is to lightly wipe down your entire board with a tack cloth and apply two coats of spray lacquer. This will preserve the laser engraving and does not require a large amount of effort.
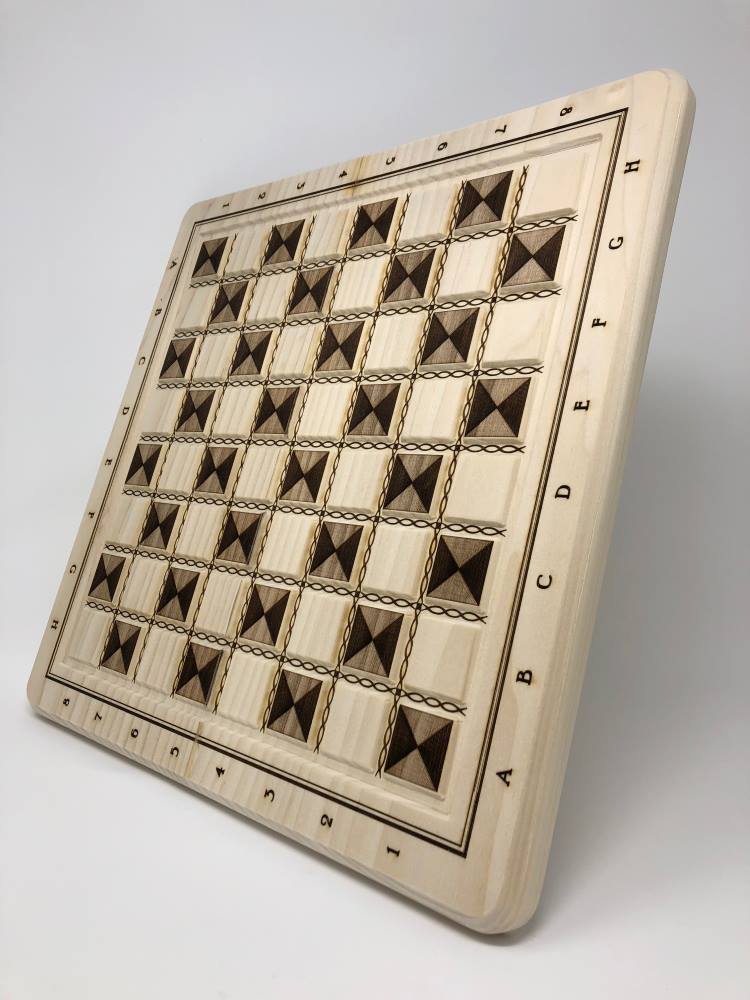

CONCLUSION –
This project showcases using your router to carve and then add extra detail with a laser attachment on the same CNC machine using the same too origin.
Having a laser on your CNC opens up the opportunity to accomplish a wide variety of projects. For example, engraving fine detail on signs, custom engrave clocks, or add laser detail to any wood project. It gives the you the precision of your CNC machine without the need to hand paint or stain. We hope this project inspires your creativity to explore the benefits of adding a laser to your machine.
I would like to see the laser portion of this project done with Lightburn.
Are the laser files compatible with Lightburn?
Thanks
You can use the generated toolpath files and run them in lightburn. Click on the “run g code” button and it will start the file. We will work on generating the project in lightburn as well soon.